|
Linija se proizvodi u dvije variante;
1 - sa automatskim ulazom - varianta BUFFER - sa 5 ulaznih dozirnih prekata
2 - sa rućnim ulazom - varinata BASE - sa 1 ulaznim dozirnim prekatom
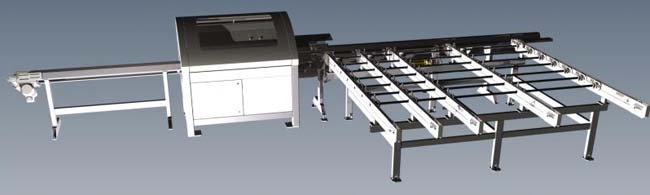
Glavni sastavni sklopovi linije :
- sprava za automatsko doziranje (sa 1 ili 5 prekata)
- stroj, prerezivać za automatski poprećni razrez različitih presijeka, mekog ili tvrdog drva,
- automatska ili rućna sortirnica.
Naminena linije je najracionalnije duljinsko krojenje letvi sa minimalnim mogućim
otadom, odnosno najvećim mogućim iskorištenjem, prema unaprijed odbranim kriterijima razreza.
Posebnosti stroja:
- velika brzina dijelovanja, od 1000 do 2500 tm/h.
- automatsko mijerjenje debljine i automatsko podešavanje pritisnih valjka
- automatsko mijerjenje širine i ajtomatski izbor odgovarajuće krojne liste.
Greške i druge deformacije te stepenj kakvoće markira se na letvi pomoću krede u
obliku crtice ispred i iza greške, a područje kakvoće sa dvije (za 2) ili više
crtica (3,4) u pretpisanom razmaku između crtica. Kad je obilježavanje završeno
letva se stavi u automatski dozator
Doziranje letve u stoj izvodi se automatski i samostalno preko mijeraća debljine i širine.
Valjci automatski preizimaju i doziraju markiranu letvu na razrez u prerezivać. Stroj je
razreže u elemente prema unaprijed odabranom režimu djelovanja i prema podacima sa
specifikacije duljina u krojnim listama.
Izvedba linije BUFFER ili BASE;
djelatnik sa flourescentnom kredom (zacrta crticu) oznaćuje
greške na letvi i kakvoću određenog dijela letve (zacrta 2,3 ili
4 crtice). Označene letve sstavlja u dozirni dio stroja koji ih
automatsko i kontinuirano oduzima, poravna čelo i pozicionira na
mijesto mijerenja širine i debljine, te na toj osnovi
pozicionira ih na čelni raz i dalje na razrez na osnovi kompjuterske
optimizacije.
PODEŠAVANJE BRZINE POZICIONIRANJA
( VRLO ZNAČAJNO KOD KROJENJA SVIJEŽEG DRVA)
U svakoj krojnoj listi se za svaku širinu (zgod težine komada) odredi 3 moguće brzine pozicioniranja i proreza..
Statistika
-
Kompjuter vodi kompletnu
statistiku sa svim podacima ulaznih i izlaznih komada, duljina u
metrima, broj ulaznih komada i izrađenih komada po duljinama u svakoj
klasi, komulativnu statistiku, vodi statistiku iskorištnja drva,
statistiko iskorištenja radnog vremena (efektivno vrijeme), broj
rezova na letvu u ukupno, postotak iskorištenja razreza ulaznih
letvi u konaćne elemente i drugo.
Ispis statističnih podataka se izvodi preko ugrađenog mini printerja ili opcijsko PC povezivanja u Internet uli Eternet mreži.
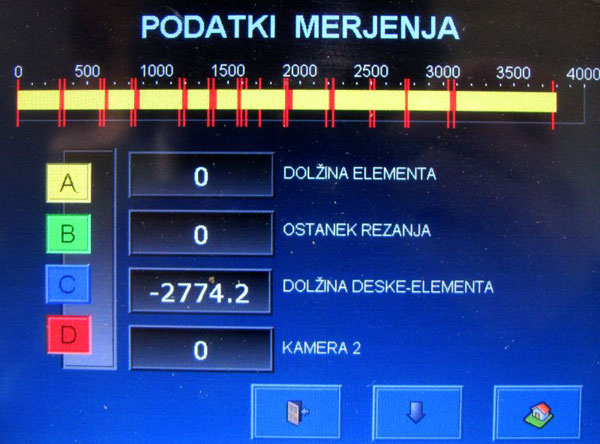
Display u boji na dotik E 1000 6,5" in mini printer je oprema kod svih izvedbi.
Sortiranje -
avtomatska elektronska sortinica . 12 m, 8 sortirnih mest
Sortirnica je namijenjena za pridržavanje elemenata prilikom razreza,
odvoz razrezanih komada od prikrajčivača i sortiranje korisnih dobrih elemenata
po duljinama. Izbacivanje korisnih elemenata za određene duljine boxova vrši se
pneumatskim izbacivaćima na sabirni plato, na kojem se stvara deponija elemenata,
odakle ih djelatnici slažu na različite palete i kod toga sortiraju po duljinama.
Svi otpadci – neupotrebljivi komadi idu po trakastom transporteru u
sklopu sortirnice dalje u sabirnu kutinu (prigradi investitor)
 Model
MPC NC 250 FAST Model
MPC NC 250 FAST
STANDARDNI
SOFTWARE PROGRAMI - REŽIMI RADA, ZA SVE VARIANTE:
I. POTPUNO OPTIMIRANJE SA MINIMALNIM OSTATKOM
Računar traži najbolju moguću kombinaciju sa minimalnim ostantom
II. VRIJEDNOSTNO OPTIMIRANJE
Krojnoj listi dodata je vrijednost svakoj duljini elementa, (npr. prodajna cijena).
Računar potraži kombinaciju duljina, koje daju najbolju konaćnu vrednost.
III. OPTIMIRANJE SA PRIORITETNOM DULJINE.
Računar traži uvijek doljinu prema prioriteti sa krojne liste. Kod tog optimiranja
mogu biti ostaci malo veći, ali se najčakše i najbrže pripremi količina željenih
elemenata.
IV. REZANJE PO OZNAKAMA-IZREZIVANJE GREŠAKA. Kod zahtjeva izrezivanja
gršaka - bez optimizacije, koristi se program rezanja po oznakama. Stroj će
letvu ili piljenicu razrezati toćno na obijelježemin mijestima, bez uvažavanja
duljina. Taj program, naćin rada, koristi se za pripremu komada u slućaju da ide
sve na duljinsko spajanje.
V. REZANJE FIKSNIH DULJINA. Letve odnosno piljenice razreže
se na određene duljine bez oznaćivanja i bez izrezivanja grešaka. Stroj će razrezati
letvu na zahtijevane duljine sa krojne liste.
VI. RAZREZ SA PREKLAPANJEM KVALITETA NA JEDNOJ LETVI (DO 4. KVALITETE NA
JEDNU LETVU). Taj je program posebno povoljan kod krojenja tvrdog drva. (hrast, bukva, ipd.).
V programima I-III razrez je moguć u 4. kvalitetna razreda (A,B,C,D ) i
6.širinska razreda (1,2,3,4,5,6).
U programima I-III je moguće, da se razreže ostatke kvalitetnog drva, koji so kraći od
tražene duljine na elemente, namijenjene za duljinsko spajanje.
Optimizer ima mogučnost rada istovremeno u:
- 6 krojnih lista raznih širina (1, 2, 3, 4,5,6)
- 4 različite kakvoće (A, B, C, D) za svaku krojnu
listu širine
- 20
različitih dimenzija u svakoj krojnoj listi ( 480 dužina)
 |